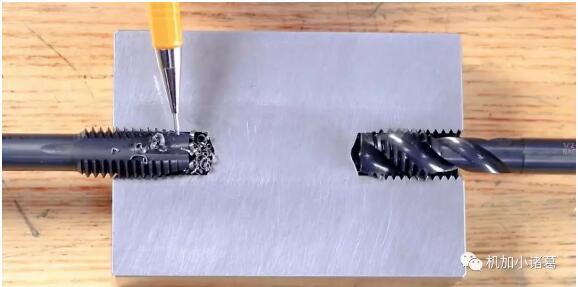
前幾天發現一個螺紋掉扣的件,掉扣的孔的扣基本全部掉光,經觀察,發現絲錐前面的一個槽被鐵屑糊死(糊屑的絲錐的照片見附圖),所以,糊死螺紋槽的鐵屑是怎么產生的呢?該怎么解決?

忽屑的絲錐的照片
鐵屑產生的原因有幾種
一種可能是攻絲時沒有攻正,鐵屑將絲錐的槽部忽死,并隨絲錐攻入或退出螺紋孔,在進入或退出的過程中,鐵屑將螺紋全部刮掉。
二是攻絲時沒有加機油,產生的鐵屑沒有及時掏導致堵死而掉扣。
至于切屑阻塞,一般有兩種情況
一是進刀時。絲錐刃口變鈍,擠壓現象嚴重,加上潤滑不足,絲錐齒側角設計不合理,造成切削刃側面冷焊現象嚴重,產生積屑瘤。積屑太多,出現如上這種情況。
二是退刀時。螺旋槽絲錐退刀時清根效果不好,造成切屑阻塞、崩刃甚至是折斷絲錐,這種情況多發生在切削倒錐部分(一般2-3個螺距范圍內)。
發生的原因我傾向于是螺旋槽里的切屑偶然進入絲錐牙底內,由于強烈的擠壓而焊在齒側上。
絲錐用錯可能導致槽底鐵屑堵塞
但無論何種原因,造成切屑阻塞跟潤滑有極大的關系,換用潤滑性能更好的切削液,必要時選用切削油。
此外,圖中材料是A3鋼或45鋼之類。絲錐刃口已出現明顯磨損,加工過程中應時常檢查適當的更換新絲錐。加點油攻慢點,一進一退的方式攻牙會好很多,攻絲不能心急。
螺旋槽絲錐
螺旋槽絲錐主要是為了解決深孔螺紋攻絲問題而研制的。這里的“深孔”是指深徑比>2的螺紋孔。而事實上,當螺紋深徑比超過1.5時,也可視為深孔范圍了。
在柔韌、延展性良好的長屑材料(如不銹鋼)盲孔攻絲時,一般來說螺旋槽絲錐幾乎成首選。這里主要考慮指是中小尺寸(≤M36)螺紋攻絲。因為,大尺寸螺紋攻絲,螺旋槽絲錐并不能勝任。當針對大尺寸螺紋尤其是對高抗拉強度材料攻絲時,使用螺旋槽絲錐所需扭矩會很大。如此巨大的扭矩易造成絲錐崩刃甚至是折斷。所以,常用的螺旋槽絲錐規格為M3-M36之間。
除此之外,螺旋槽絲錐本身還具有特殊的設計缺陷,就是盲孔攻絲退刀的時候容易崩牙。
螺旋槽絲錐在盲孔加工過程中牽涉到退刀的問題。退刀過程如下圖示:
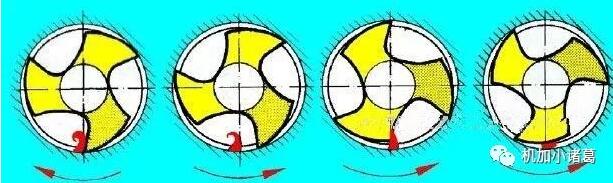
在螺紋末端會有殘留的切屑:
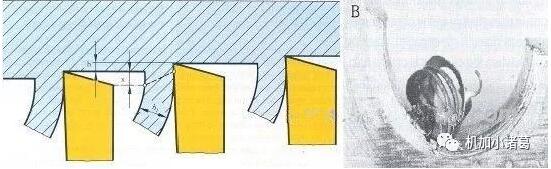
殘留切屑在絲錐反轉退刀時最容易使刃口崩刃甚至是絲錐斷裂:
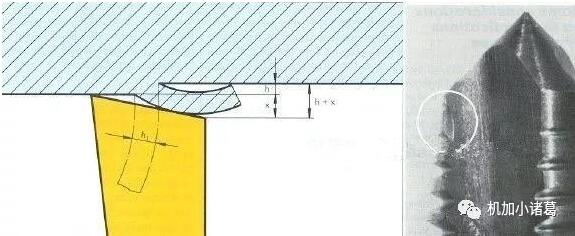
不要小看了退刀時的這一點擠壓,這個沖擊載荷會達到整個最大切削力的70%甚至更多。若絲錐只單純強調硬度而沒有合理兼顧韌性的話,極有可能就出現崩刃。
理論上絲錐不應該留后角。這樣在盲孔退刀的時候可以切斷殘屑。但是,后角為零的話絲錐后刀面與工件已加工表面摩擦會很大,所需扭矩成倍的提高,刀具磨損嚴重。考慮到實用與安全的合理兼顧,因此一般應留有適當的后角。
所以,針對盲孔攻絲,一般選用螺旋槽絲錐。而對于通孔攻絲時,螺尖絲錐甚至是左螺旋槽絲錐就成為首選了。

掃一掃微信二維碼

掃一掃微博二維碼

 點擊立即咨詢>>
點擊立即咨詢>>